Što je šuplja betonska ploča i zašto je važna u modernoj gradnji
A šuplja betonska ploča je predgotovljeni prednapeti betonski element koji ima uzdužne šupljine — obično kružne ili ovalne — koje prolaze kroz njegovu duljinu. Ove šupljine smanjuju ukupnu težinu ploče do 40-50% u usporedbi s čvrstom betonskom pločom ekvivalentnih dimenzija, dok zadržavaju izvrsnu konstrukcijsku izvedbu u savijanju, smicanju i otpornosti na požar. Ova kombinacija čini šuplje ploče jednim od najčešće korištenih sustava podova u poslovnim zgradama, višekatnim stambenim blokovima, parkiralištima, industrijskim skladištima i infrastrukturnim projektima diljem svijeta.
Glavni zaključak je jednostavan: betonske ploče sa šupljom jezgrom imaju vrhunski omjer čvrstoće i težine, veliku brzinu ugradnje i smanjenu potrošnju materijala. Kada se proizvodi u modernom montažnom postrojenju — gdje precizna oplata, magneti za oplate , a automatizirani lijevački kreveti definiraju kvalitetu proizvodnje — ove ploče dosljedno zadovoljavaju stroge tolerancije dimenzija i zahtjevne strukturne specifikacije. Razumijevanje načina na koji se proizvode, kako se njima rukuje i postavljaju ključno je za inženjere, izvođače i stručnjake za nabavu koji traže ekonomična rješenja za podne obloge visokih performansi.
Kako se proizvode šuplje betonske ploče
Proizvodnja šupljih betonskih ploča odvija se gotovo isključivo u tvornicama montažnog betona, koristeći jednu od dvije dominantne metode: postupak ekstruzije (slip-form) ili postupak mokrog lijevanja. Svaki pristup ima specifične implikacije za sustav oplate, raspored armature, završnu obradu površine i ulogu komponenata za magnetsko pričvršćivanje.
Metoda ekstruzije
U metodi ekstruzije, podloga za dugotrajno lijevanje — tipično 100 m do 150 m duljine — prednapeta je čeličnim nitima visoke čvrstoće prije postavljanja betona. Stroj za ekstruziju putuje duž sloja, tjerajući krutu betonsku smjesu bez slijeganja oko igala koje tvore šuplje jezgre. Stroj se kreće otprilike 1-2 m u minuti, ostavljajući za sobom kontinuiranu ploču jednolikog poprečnog presjeka. Nakon stvrdnjavanja pod izoliranim pokrovima ili u grijanom okruženju, ploča se dijamantnim piljenjem do željene duljine.
Budući da sam krevet za lijevanje djeluje kao primarni kalup, uloga diskretnih komponenti oplate je ograničena — ali bočni oblici, krajnji graničnici i ugrađeni umetci i dalje se postavljaju pomoću magneti za oplate za držanje čeličnih komponenti na mjestu na površini stola za magnetsko lijevanje bez bušenja ili zavarivanja. Ova neinvazivna metoda pričvršćivanja posebno je cijenjena u dugotrajnoj proizvodnji jer eliminira oštećenja skupih čeličnih ležajeva i omogućuje brzo premještanje između proizvodnih ciklusa.
Metoda mokrog lijevanja
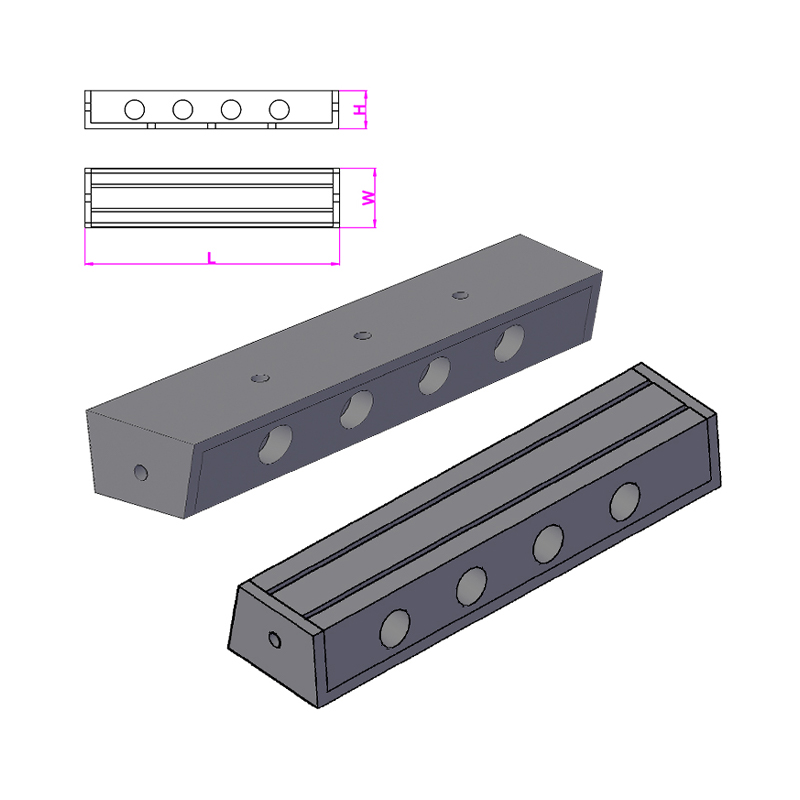
Proces mokrog lijevanja koristi pojedinačne čelične kalupe ili sustave na bazi paleta na koje se sastavljaju elementi oplate. ovdje, magneti za oplate — poznati i kao magnetska sidra za oplate ili magnetske kutije — igraju središnju i vrlo vidljivu ulogu. Ovi uređaji postavljaju se na površinu čelične palete i privlače pomoću magnetske sile kako bi držali bočne kapke, blokove, umetke i okvire za ojačanje u točnom položaju tijekom izlijevanja betona i vibracija. Sile držanja variraju u širokom rasponu ovisno o dizajnu magneta, s uobičajenim jedinicama isporuke 600 kg, 900 kg, 1.200 kg ili čak 2.100 kg sile držanja, odabrane na temelju težine i opterećenja vibracijama koje oplata mora izdržati.
Sposobnost premještanja magneta za oplate u roku od nekoliko sekundi — jednostavnim prebacivanjem poluge za aktiviranje za oslobađanje magnetskog polja — dramatično smanjuje vrijeme postavljanja u usporedbi s pričvršćenim ili zavarenim sidrima. U visokoučinkovitom montažnom objektu koji proizvodi šuplje ploče na vrtuljku ili stacionarnom sustavu paleta, ova se brzina izravno pretvara u više proizvodnih ciklusa po smjeni i niže troškove rada po jedinici.
Uloga magneta za oplate u proizvodnji šupljih ploča
Magneti za oplate su konstruirani uređaji za pričvršćivanje koji koriste trajne neodimijske ili feritne magnete zatvorene u čeličnom kućištu. Kada se aktivira, magnetski krug se zatvara kroz čeličnu paletu ili površinu stola, generirajući snažnu silu držanja. Kada je deaktiviran — rotiranjem poluge koja pomiče unutarnji magnet za čuvanje — krug se otvara i jedinica se može slobodno podići rukom. Nema ostataka ljepila, nema oštećene površine, nisu potrebni posebni alati.
U proizvodnji šupljih betonskih ploča, magneti za oplate služe nekoliko specifičnih funkcija:
- Osiguranje uzdužnih bočnih oplate koje definiraju širinu ploče i rubni profil
- Držanje krajnjih zatvarača u položaju kako bi se utvrdila duljina ploče i formirala gornja površina
- Učvršćivanje blokatora na središnjim lokacijama gdje su potrebni otvori za usluge, stupove ili učvršćenja
- Umetci za sidrenje kao što su petlje za podizanje, kanali za sidrenje, navojne čahure i nosači električnih vodova
- Stabilizacijski okviri za ojačanje protiv pomaka tijekom visokofrekventnih vibracija betona
Osobito je važan odnos između odabira magneta za oplate i vibracija betona. Vibrirajući beton stvara dinamičke sile na oplatu koje mogu biti nekoliko puta veće od statičke težine. Magnet za oplate ocijenjen na statičku silu držanja od 1200 kg može biti prikladan za oblik težak samo 80 kg kada su frekvencije i amplitude vibracija skromne, ali isti magnet može se pokazati nedovoljnim pod intenzivnom unutarnjom vibracijom. Ugledni proizvođači objavljuju podatke o držanju testiranim na vibracije uz statičke ocjene, a navođenje samo statičke sile uobičajena je pogreška koja dovodi do pomicanja oblika tijekom lijevanja.
Vrste magneta i njihova primjena
| Vrsta magneta | Tipična sila zadržavanja | Primarna upotreba u proizvodnji ploča | Ključna prednost |
|---|---|---|---|
| Standardni magnet za kutiju | 600–1.200 kg | Bočni oblici, krajnji graničnici | Isplativo, široko dostupno |
| Magnet kutije za teške uvjete rada | 1.500–2.100 kg | Teški čelični rubni oblici, veliki blokovi | Visoka otpornost na vibracije |
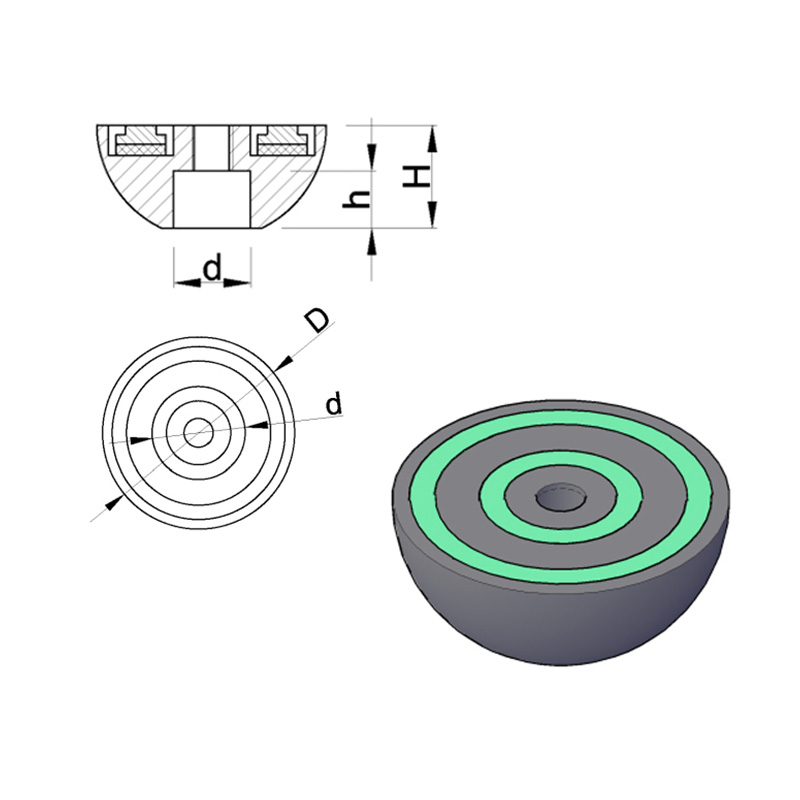
| Umetnite magnet (ravni) | 150–400 kg | Sidreni kanali, utičnice za podizanje | Niskog profila, odgovara ispod umetaka |
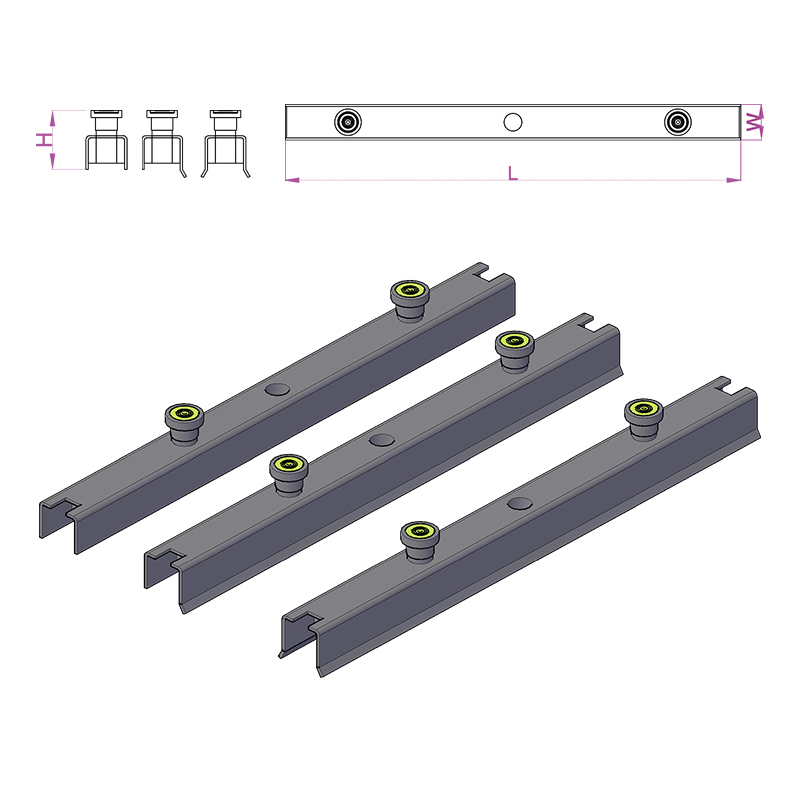
| Magnetski držač skošenja | N/A (pozicijski) | Rubne skošene trake na sofitu ploče | Dosljedan rubni detalji |
| Magnetski kutni kut | Varijabilna | Spojevi od 90°, blokirani kutovi | Otklanja curenje fuge na uglovima |
Strukturna izvedba betonskih ploča sa šupljom jezgrom
Strukturno ponašanje betonske ploče sa šupljom jezgrom ovisi o razini prednaprezanja, stupnju betona, geometriji jezgre i omjeru raspona i dubine. Standardne jedinice sa šupljom jezgrom proizvode se u dubinama od 150 mm do 500 mm , s tipičnom širinom od 1200 mm. Rasponi od 6 m do 18 m uobičajeni su u praksi, s dobro dizajniranim dubokim jedinicama koje dosežu 20 m ili više pod kontroliranim uvjetima opterećenja.
Prednaprezanje se primjenjuje kroz prednapete čelične niti visoke čvrstoće — obično s granicom tečenja od 1.570 MPa ili 1.860 MPa — usidrene na upornjake lijevanog sloja prije postavljanja betona. Nakon što beton postigne potrebnu prijenosnu čvrstoću (obično 25-30 MPa kub), niti se režu ili oslobađaju, a sila prednaprezanja prenosi se na betonski dio vezom. Ovo uvodi učinak nagiba (luk prema gore) koji djelomično neutralizira deformaciju pod radnim opterećenjem.
Tipična izvedba raspona opterećenja
| Dubina ploče (mm) | Raspon 6 m (kN/m²) | Raspon 9 m (kN/m²) | Raspon 12 m (kN/m²) | Raspon 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Ove brojke ilustriraju zašto su šuplje ploče specificirane za srednje do velike raspone u poslovnim zgradama i parkiralištima, gdje su nametnuta opterećenja od 2,5–5,0 kN/m² standardna, a rasponi od 9–14 m ekonomski privlačni. Prednaprezanje eliminira potrebu za sekundarnim čeličnim gredama u mnogim slučajevima, smanjujući konstrukcijsku dubinu podne zone i značajno štedeći visinu — često 300–500 mm po katu — tijekom vijeka trajanja višekatnog projekta.
Otpornost na vatru
Betonske ploče sa šupljim jezgrama nude svojstvenu otpornost na vatru kroz toplinsku masu betona i dubinu pokrova za prednapregnute niti. Ploča od 200 mm s pokrovom od 35 mm do težišta žice obično postiže REI 120 (dvosatna konstrukcijska otpornost na vatru) pod standardnom izloženošću vatri. Dublje jedinice s većim pokrovom lako postižu REI 180 ili REI 240, ispunjavajući najzahtjevnije zahtjeve za popunjenost bez dodatne zaštite od požara. Ovo je velika prednost u odnosu na čelične ili drvene alternative, koje zahtijevaju intumescentne premaze, sustave prskalica ili omotače kako bi se postigle ekvivalentne ocjene.
Sustavi oplate i magnetsko učvršćivanje u tvornici montažnih konstrukcija
Kvaliteta šuplje betonske ploče neodvojiva je od kvalitete sustava oplate koji se koristi za njenu proizvodnju. Bez obzira na to koristi li postrojenje stacionarni sustav paleta, rotirajući vrtuljak ili postolja za dugotrajno lijevanje, preciznost s kojom je oplata postavljena i osigurana određuje točnost dimenzija, završnu obradu površine i postojanost gotovih elemenata.
Paletni karusel sustavi
U modernom vrtuljku za palete, čelične palete se kreću kroz fiksni niz stanica: čišćenje, postavljanje kalupa, postavljanje armature, lijevanje betona, vibracija, stvrdnjavanje, vađenje iz kalupa i transport elemenata. Cijeli ciklus obično traje 24 sata, s više paleta u optjecaju istovremeno. Na stanici za postavljanje kalupa, operateri postavljaju bočne oblike i umetke pomoću magneti za oplate prema CNC-generiranom rasporedu ili rasporedu temeljenom na crtežu za svaki element. Budući da je površina palete precizno brušena čelična ploča, magneti postižu dosljedan kontakt i silu držanja preko cijele površine.
Dobici učinkovitosti od magnetskog učvršćivanja oplate u karusel sustavu su značajni. Studije europskih proizvođača montažnih konstrukcija dosljedno govore 30–50% smanjenje vremena stvrdnjavanja kalupa u usporedbi s vijčanim ili zavarenim sidrenim sustavima. U postrojenju koje proizvodi 80-120 paleta dnevno, to znači uštedu sati rada po smjeni i mjerljivo smanjenje troškova proizvodnje po kvadratnom metru ploče.
Dugi lijevani ležajevi za ekstrudirane šuplje jezgre
Kod dugačke ekstruzije, primarnu funkciju oplate ispunjava sama platforma za lijevanje — ravna, glatka površina od čelika ili polimera obložena duž koje se kreće ekstruder. Međutim, magneti za oplate i srodni sustavi magnetskih sidara koriste se za držanje:
- Deflektori i devijatori koji profiliraju putanju prednaprezanja
- Uzdužne bočne letvice koje definiraju širinu ploče prije nego što ekstruder počne
- Formatori za blokiranje jezgre koji stvaraju otvore za servisne prodore na određenim mjestima
- Armaturne šipke ili mreža dodane na mokru betonsku površinu za kompozitne gornje veze
Neinvazivna priroda magnetskog pričvršćivanja posebno je cijenjena na dugim gredicama, gdje površina mora ostati neoštećena tijekom tisuća proizvodnih ciklusa. Svaka površinska brazda ili udubina uzrokovana bušenjem ili zavarivanjem postaje izvor curenja i lijepljenja žbuke, povećavajući silu vađenja iz kalupa i površinske nedostatke na gotovoj podlozi ploče.
Odabir pravog magneta za oplatu
Odabir ispravnog magneta za oplate za određenu primjenu u proizvodnji šupljih ploča zahtijeva razmatranje nekoliko čimbenika izvan jednostavnog usklađivanja sile držanja s težinom oblika:
- Debljina palete ili stola: Magneti su dizajnirani za rad s određenim debljinama čelika (obično 10-25 mm). Pretanak i magnetski krug je nepotpun; predebeo i sila držanja znatno opada.
- Metoda betonske vibracije: Vanjski stolni vibratori stvaraju veće dinamičke sile od unutarnjih igličastih vibratora. Magneti u sustavima s vanjskim vibriranjem trebaju veće nazivne sile držanja — često 1,5 do 2 puta više od statički izračunatog zahtjeva.
- Tlak slatke vode i visina betona: U visokim elementima ili gdje se beton brzo postavlja, hidraulički pritisak na oplate može premašiti jednostavne izračune težine. Magnet se mora oduprijeti i vertikalnoj sili podizanja i bočnom pritisku.
- Materijal i geometrija oblika: Čelični oblici izravno prenose magnetsku silu; aluminijski ili plastični oblici zahtijevaju čelične osnovne ploče koje djeluju kao posrednici između magneta i neferomagnetskog materijala oblika.
- Radno okruženje: Postrojenja s mostnim dizalicama, električnim motorima ili drugim elektromagnetskim izvorima mogu zahtijevati magnete sa oklopljenim kućištima kako bi se spriječilo nenamjerno deaktiviranje ili smetnje.
Vodeći proizvođači — uključujući Ratec, Halfen, Sommer i druge — nude inženjersku podršku za odabir magneta i objavljuju detaljne tehničke tablice sa statičkom silom držanja, silom testiranom na vibracije, rasponom radne temperature i vijekom trajanja (obično ocijenjeno za 500.000 do 1.000.000 aktivacijskih ciklusa prije nego što unutarnje komponente zahtijevaju pregled).
Prijevoz, rukovanje i ugradnja šupljih ploča
Jednom izlivene, stvrdnute i ispilene na željenu duljinu, betonske ploče sa šupljom jezgrom moraju se pažljivo podići, transportirati i postaviti. Prednapregnuti dio je optimiziran za pozitivno savijanje u smjeru raspona; nepravilno rukovanje koje dovodi do negativnog savijanja ili poprečnog opterećenja može uzrokovati pucanje na predstlačenoj (sofitnoj) plohi — oštećenje koje je teško otkriti i može ugroziti strukturnu izvedbu.
Zahtjevi za podizanje i transport
Ploče sa šupljim jezgrama trebale bi se podizati korištenjem namjenski dizajniranih stezaljki ili sustava greda i širenja koji primjenjuju opterećenje na točkama unutar projektirane zone dizanja - obično ne više od L/5 sa svakog kraja, gdje je L duljina ploče. Za ploče veće od 10 m standardna je praksa za kontrolu momenata savijanja podizanje u tri ili četiri točke uz pomoć razvlačne grede.
Na gradilištu se ploče postavljaju dizalicom izravno na potporne grede, zidove ili nosače. Duljina ležaja na svakom kraju mora zadovoljiti minimalne zahtjeve - obično 75 mm na čeličnim ili predgotovljenim betonskim nosačima i 100 mm na zidu ili betonu na licu mjesta — kako bi se osigurao odgovarajući prijenos opterećenja i spriječilo pucanje krajeva pod radnim opterećenjem. Nosivi jastučići od neoprena ili maltera koriste se za raspodjelu kontaktnog naprezanja i prilagođavanje dimenzijskim tolerancijama.
Fugiranje uzdužnih fuga
Susjedne šuplje ploče u podu se spajaju injektiranjem uzdužnih spojeva između jedinica. Masa za fugiranje — obično mješavina portland cementa s niskim vodocementnim omjerom — ispunjava konusni ili zaobljeni spoj i, nakon što se stvrdne, prenosi horizontalno smicanje između jedinica, omogućujući podu da djeluje kao dijafragma. U seizmičkom proračunu, ovo djelovanje dijafragme je kritično za raspodjelu bočnih sila na vertikalni konstrukcijski sustav. Žbuka se često ojačava uzdužnim spojnim šipkama koje se postavljaju u otvorene jezgre na rubovima i fugiraju, osiguravajući kontinuitet armature preko spoja.
Preciznost uzdužnog spoja ovisi djelomično o tome koliko je precizno rubni oblik držan tijekom lijevanja - još jedna točka gdje magneti za oplate i povezani dodaci za magnetsko pričvršćivanje izravno utječu na kvalitetu postavljenog poda. Oblik koji se tijekom lijevanja pomaknuo čak i za 3-5 mm može proizvesti geometriju spoja koju je teško u potpunosti injektirati, ostavljajući praznine koje smanjuju prijenos smicanja i otpornost na vodu.
Betonski premaz na licu mjesta
Mnogi podovi sa šupljim pločama specificirani su sa strukturalnim betonskim pokrovom na licu mjesta, obično debljine 50-75 mm, izlivenim preko montažnih jedinica nakon postavljanja. Ovaj preljev ima višestruku namjenu:
- Poravnava podnu površinu, kompenzirajući razliku između susjednih ploča
- Stvara robusnu dijafragmu povezivanjem svih jedinica kontinuiranom ojačanom pločom
- Omogućuje integraciju podnog estriha, podnog grijanja ili servisa unutar dubine preljeva
- Kada se dizajnira kompozitno, povećava strukturnu dubinu i nosivost poda
Gornja površina šupljih ploča proizvedenih ekstruzijom namjerno je ostavljena hrapava — proces ekstruzije ostavlja valovitu ili prugastu teksturu koja osigurava mehaničku vezu za gornji dio. Mokro lijevane jedinice zahtijevaju pripremu površine (obično pjeskarenje ili mehaničko ožiljavanje) kako bi se postigla jednaka čvrstoća veze, što dodaje proizvodni korak i povezane troškove.
Održivost i materijalna učinkovitost šupljih betonskih ploča
Građevinska industrija suočava se sa sve većim pritiskom da smanji potrošnju ugljika i materijala. Betonske ploče sa šupljim jezgrama povoljne su u usporedbi s alternativnim sustavima podova na nekoliko metrika održivosti, osobito kada se uzme u obzir cijeli životni ciklus.
Smanjeni volumen betona i čelika
Uklanjanjem betona iz zone jezgre — gdje malo doprinosi otporu na savijanje — proizvodnja šuplje jezgre koristi 30–45% manje betona po kvadratnom metru nego ekvivalentna puna ploča pri istom rasponu i nosivosti. Upotreba čelika za prednaprezanje visoke čvrstoće (1860 MPa) umjesto konvencionalne armature od mekog čelika (500 MPa) znači da je ukupna težina čelika po jedinici površine također značajno smanjena: šuplja ploča može koristiti samo 2-4 kg/m² užeta za prednaprezanje, u usporedbi s 8-15 kg/m² armaturne šipke u konvencionalnoj armiranoj ploči projektiranoj za iste performanse.
Ova redukcija materijala izravno smanjuje ugljik ugrađen u strukturu poda. Podaci o industriji pokazuju da tipična ploča sa šupljom jezgrom od 265 mm ima ugrađeni ugljik od približno 100–130 kg CO₂e/m² , u usporedbi sa 160–200 kg CO₂e/m² za čvrstu ravnu ploču na licu mjesta slične strukturne sposobnosti.
Tvornička proizvodnja i smanjenje otpada
Tvornička proizvodnja pod kontroliranim uvjetima smanjuje materijalni otpad od prekomjernog naručivanja, prolijevanja i prerade. Betonski otpad u tvornici montažnih konstrukcija kojom se dobro upravlja obično iznosi 1–3% volumena proizvodnje, u usporedbi s 5–10% ili više na konvencionalnoj lokaciji na licu mjesta. Upotreba magneta za oplate i višekratnih čeličnih oblika dodatno smanjuje otpad od oplate; visokokvalitetni čelični oblik koji se koristi s magnetskim sidrenjem može se ponovno upotrijebiti u tisućama proizvodnih ciklusa, dok se drvena oplata na gradilištu na licu mjesta obično odbacuje nakon nekoliko upotreba.
Razmatranja kraja životnog vijeka
Na kraju životnog vijeka, šuplje betonske ploče mogu se razgraditi i reciklirati kao agregat za podlogu ceste, materijal za ispunu ili — u naprednijim tokovima recikliranja — ponovno preraditi u betonski agregat. Žica za prednaprezanje može se obnoviti i reciklirati kao čelični otpad. Niti jedan proces nije savršen, a dio utjelovljenog ugljika gubi se u rušenju i transportu, ali relativna jednostavnost sastava materijala (beton i čelik) čini šuplje ploče lakšim za recikliranje od kompozitnih sustava koji uključuju višestruko povezane materijale.
Uobičajene primjene i primjeri projekata
Betonske ploče sa šupljim jezgrama specificirane su u širokom rasponu vrsta zgrada i infrastrukturnih primjena. Njihova svestranost proizlazi iz širokog raspona dostupnih dubina, mogućnosti prilagodbe servisnih prodora i ugrađenih učvršćenja (precizno postavljenih pomoću magnetskih sidara za oplate tijekom proizvodnje) i njihove kompatibilnosti s različitim potpornim strukturama.
Višespratne stambene zgrade
U stambenoj gradnji, šuplje ploče od 200–265 mm s rasponom od 5–9 m između nosivih zidova ili greda standardna su specifikacija u Nizozemskoj, Skandinaviji, srednjoj Europi i Velikoj Britaniji. Stambena zgrada od 15 katova koja koristi montažne šuplje podove može biti vodonepropusna za 8-12 tjedana od prizemlja, u usporedbi s 20-30 tjedana za ekvivalentnu betonsku konstrukciju na licu mjesta. Uobičajeni tlocrt stambenih zgrada posebno dobro odgovara jedinstvenoj širini i standardnom rasponu raspona šupljih jezgri.
Komercijalne poslovne zgrade
Uredske zgrade zahtijevaju veće raspone za fleksibilnost otvorenog plana, obično 9–14 m. Duboke šuplje ploče (320–400 mm) s visokim razinama prednaprezanja projektirane su za nošenje nametnutih opterećenja od 3,5–5,0 kN/m² preko ovih raspona bez sekundarnih greda. Izloženi sofit ploča sa šupljom jezgrom — inherentno ravan i gladak od procesa ekstruzije ili mokrog lijevanja — sve se više ostavlja vidljivim kao značajka dizajna, čime se izbjegavaju troškovi spuštenih stropova i dobivaju prednosti toplinske mase koje smanjuju vršna rashladna opterećenja za 15–25% u dobro projektiranim zgradama s prirodnom ventilacijom ili mješovitim načinom rada.
Parkirališta
Višekatna parkirališta jedno su od najzahtjevnijih okruženja za montažni beton: uobičajeni su rasponi od 15–18 m, koncentrirano opterećenje kotača može doseći 30–60 kN po osovini, a struktura je izložena solima za odmrzavanje, ciklusima smrzavanja i odmrzavanja i vlazi. Uobičajene su šuplje ploče u parkiralištima 400–500 mm dubine , proizveden od betona visoke kvalitete (C50/60 ili više) i niskog vodocementnog omjera kako bi se povećala trajnost. Tanke mreže između jezgri zahtijevaju pažljivo projektiranje betonske mješavine — niska maksimalna veličina agregata, odgovarajuća obradivost — i precizno zbijanje, što je olakšano kontroliranim proizvodnim okruženjem i sustavima kontrole kvalitete tvornice montažnih konstrukcija.
Industrijske i skladišne zgrade
Skladišta, distributivni centri i proizvodni objekti koriste šuplje ploče u međukatovima, povišenim utovarnim dokovima i podovima poduprtim tlom na kapama pilota. U ovim primjenama, mogućnost predinstaliranja izlivenih podiznih utičnica, sidrenih kanala za sustave regala i električnih vodova — sve postavljeno pomoću magnetskih sidara za oplate tijekom proizvodnje postrojenja — značajno smanjuje troškove popravljanja na licu mjesta i programski rizik.
Kontrola kvalitete i standardi za šuplje betonske ploče
Šuplje betonske ploče proizvedene u Europi moraju ispunjavati EN 1168:2005 A3:2011 — usklađeni proizvodni standard za predgotovljene betonske šuplje ploče. Ova norma specificira zahtjeve za strukturnu otpornost, otpornost na vatru, opasne tvari, tolerancije dimenzija i akustičnu izvedbu, zajedno sa zahtjevima za tvorničku kontrolu proizvodnje, ispitivanje i oznaku CE.
Ključne tolerancije dimenzija prema EN 1168 uključuju:
- Duljina: ±20 mm za ploče do 6 m; ±0,3% duljine za ploče veće od 6 m
- Širina: ±5 mm
- Dubina: ±5 mm
- Ravnost: ≤L/600, maksimalno 20 mm
- Pravokutnost krajeva: ≤10 mm
- Nagib: 15/−5 mm za ploče do 12 m
Postizanje ovih tolerancija dosljedno ovisi o kvaliteti cijelog proizvodnog lanca — od dizajna mješavine i doziranja betona, preko točnosti zatezanja niti, do postavljanja oplate i pregleda nakon lijevanja. Korištenje magneta za oplate i srodnih magnetskih sustava za pozicioniranje pridonosi dimenzionalnoj točnosti eliminiranjem pomicanja položaja do kojeg dolazi kod konvencionalnih vijčanih oblika pod vibracijama i omogućavanjem brzog, preciznog ponovnog pozicioniranja pri promjeni rasporeda postavki.
Osim dimenzijskih tolerancija, EN 1168 i prateći Eurocode standardi projektiranja (EN 1992-1-1, EN 1992-1-2) zahtijevaju detaljnu strukturnu provjeru koja pokriva savijanje, smicanje, probijanje, krajnje sidrište i otpornost na vatru. Proces projektiranja poda sa šupljom jezgrom uključuje određivanje maksimalnog raspona za potrebno opterećenje, odabir odgovarajuće dubine ploče i rasporeda niti iz tablica opterećenja proizvođača, provjeru duljine ležaja, provjeru djelovanja dijafragme zalitog poda i koordinaciju servisnih prodora s građevinskim inženjerom.
Usporedba šupljih ploča s alternativnim podnim sustavima
Odabir između betonskih ploča sa šupljom jezgrom i konkurentskih podnih sustava zahtijeva vaganje konstrukcijskih performansi, brzine programa, troškova, održivosti i ograničenja lokacije. Niti jedan sustav ne pobjeđuje po svim kriterijima, ali šuplje ploče imaju jasne prednosti u određenim scenarijima.
| Kriterij | Šuplja ploča | In-situ ravna ploča | Kompozitna čelična paluba | Čvrsta montažna ploča |
|---|---|---|---|---|
| Tipični raspon raspona | 6–20 m | 5–12 m | 3–9 m (palubne) grede | 3–7 m |
| Težina (osobna) | Nisko–srednje | visoko | Nisko–srednje | visoko |
| Brzina instalacije | Vrlo brzo | Sporo (oplata, stvrdnjavanje) | brzo | brzo |
| Otpornost na vatru (bez dodatne zaštite) | REI 60–240 | REI 60–180 | Tipično REI 30–60 | REI 60–180 |
| Učinkovitost materijala | visoko | Niska | srednje | Niska |
| Akustična izvedba | Dobro (s estrihom) | dobro | Pošteno (zahtijeva liječenje) | dobro |
| Integracija usluge | srednje (cores usable) | visoko (flexible) | visoko | Niska |
Same jezgre nude korisnu prednost za građevinske usluge: u nekim pristupima dizajnu, uzdužne šupljine koriste se kao zračni kanali za grijanje, hlađenje ili ventilaciju, prolazeći klimatizirani zrak kroz ploču kako bi opsluživao okupirani prostor i koristio toplinsku masu betona za kaljenje. Ovaj pristup toplinski aktiviranog sustava gradnje (TABS) implementiran je u brojne uredske projekte u srednjoj Europi, s mjerljivim smanjenjem vršne potrebe za hlađenjem do 30–40% u usporedbi s konvencionalnim sustavima zračne strane.
Praktična razmatranja za naručitelje i izvođače
Određivanje ili nabava šupljih betonskih ploča zahtijeva suradnju s proizvođačem u ranoj fazi procesa projektiranja. Za razliku od in situ betona, koji se može prilagoditi na licu mjesta, šuplje ploče dimenzijski su fiksirane u tvornici. Promjene nakon proizvodnje - izrezi, dodatna pričvršćenja, modifikacije pojačanja - tehnički su moguće, ali su skupe i dugotrajne. Uspostavljanje pravog protoka informacija u fazi projektiranja je ključno.
Informacije potrebne u fazi projektiranja
- Strukturna opterećenja: vlastita težina, nametnuta mrtva (estrih, pregrade, završni slojevi), nametnuta (kategorija zauzetosti) i sva koncentrirana opterećenja od postrojenja, skladišta ili pričvršćivanja obloga
- Jasni raspon i uvjeti ležaja na svakom nosaču, uključujući sve neparalelne nosače ili iskrivljenu geometriju
- Za podnu zonu potrebna je klasa otpornosti na vatru
- Lokacija, veličina i okvir svih servisnih otvora, uključujući MEP rukavce, odvodne cijevi, konstrukcijske stupove koji prolaze kroz pod i otvore dizala
- Potrebni lijevani pričvrsnici: kanali za sidrenje, utičnice za podizanje, vijci za pričvršćivanje, spojnice cijevi — sve se to postavlja pomoću magnetskih sidara za oplate i ulijeva tijekom tvorničke proizvodnje
- Zahtjevi za akustičnu izvedbu, posebno za stambene projekte ili projekte mješovite namjene gdje udar i zvuk koji se prenosi zrakom moraju zadovoljiti regulatorne standarde
- Granice progiba i očekivana nagiba, posebno tamo gdje će se krti završni slojevi (pločice, teraco) nanositi izravno na površinu ploče
Koordinacija mjesta za instalaciju
Ugradnja šupljih ploča na gradilištu zahtijeva koordinaciju kapaciteta dizalice, pristupnih putova, privremenih podupirača (ako je to potrebno konstrukcijskim projektom) i redoslijeda injektiranja, izlijevanja i detalja konstrukcijskog povezivanja. Kapacitet dizalice često je kritično ograničenje : šuplja ploča od 400 mm duljine 12 m i širine 1,2 m teži približno 5000–5500 kg. Na ograničenom urbanom mjestu gdje domet dizalice smanjuje kapacitet dizanja, to može zahtijevati smanjenje duljine ploče ili određivanje lakše jedinice — odluka koja se kaskadno vraća prema dizajnu raspona, opterećenja i potporne strukture.
Fugiranje fuga treba točno slijediti specifikaciju proizvođača. Korištenje fuge koja je previše mokra proizvodi poroznu, slabu fugu sklonu pucanju; previše suho i možda neće u potpunosti ispuniti profil konusnog spoja, ostavljajući praznine. Fugiranje fuga na velikim podnim površinama trebalo bi planirati kao kontinuiranu operaciju, s odgovarajućim osobljem i kapacitetom miješanja kako bi se izbjegle hladne fuge unutar jedne faze fuge.
Provjere nakon ugradnje
Nakon ugradnje i injektiranja, završeni šuplji pod treba pregledati na:
- Diferencijalni nagib između susjednih jedinica — prihvatljiv unutar ±5 mm bez vrha; ako je veća, može biti potrebna dodatna dubina estriha za postizanje ravne površine
- Kompletnost fuge u svim uzdužnim i poprečnim fugama
- Adekvatnost krajnjeg ležaja na svim osloncima
- Stanje lijevanih umetaka — sve oštećene ili pogrešno postavljene umetke treba prijaviti i popraviti prije nanošenja preljeva ili završnih slojeva
- Odsustvo oštećenja pri rukovanju: pukotine na krajevima ploča, pucanje na nosivim područjima ili uzdužne pukotine u mrežama koje mogu ukazivati na oštećenje prilikom transporta ili postavljanja
Inovacije u tehnologiji šupljih ploča i sustavima magnetskih oplata
Industrija predgotovljenog betona nastavlja razvijati i proizvode sa šupljim pločama i proizvodne sustave koji se koriste za njihovu proizvodnju. Nekoliko je područja aktivnog razvoja vrijedno pažnje za one koji donose dugoročne odluke o ulaganju u infrastrukturu.
Beton ultravisokih performansi u proizvodnji šupljih jezgri
U nekoliko europskih i azijskih istraživačkih programa u tijeku je istraživanje betona ultra visokih performansi (UHPC) za primjenu u šupljim jezgrama. UHPC mješavine s tlačnom čvrstoćom od 150–200 MPa omogućuju daljnje smanjenje debljine trake, smanjujući vlastitu težinu uz zadržavanje smične sposobnosti. Izazov proizvodnje je taj što UHPC nije kompatibilan sa standardnom opremom za ekstruziju — ojačanje vlaknima i viskoznost mješavine zahtijevaju modificirane metode lijevanja — i uloga magneti za oplate and precision magnetic formwork systems u pozicioniranju tanjih kalupa veće točnosti postaje još kritičnije.
Automatizacija i robotika u postavljanju oplate
Nekoliko proizvođača montažne opreme sada nudi robotske sustave za postavljanje oplate koji čitaju raspored elemenata iz BIM modela i automatski postavljaju bočne forme, krajnje graničnike i umetke na površinu palete. Ovi sustavi obično koriste portalne robote sa sustavima vida za odabir i postavljanje komponenti oplate, koristeći magneti za oplate kao konačni mehanizam za pričvršćivanje — robot postavlja formu, a magnetsko sidro se aktivira kako bi je zaključalo na mjestu. Oni koji su prvi prihvatili ove sustave izvještavaju o točnosti postavljanja kalupa od ±1–2 mm i vremenima ciklusa znatno ispod ručnog postavljanja, uz dosljednu kvalitetu i smanjeni umor operatera.
Digitalna integracija i pametna proizvodnja
Suvremeni pogoni za prefabrikaciju sve više integriraju tehnologiju digitalnih blizanaca — virtualni model proizvodnog pogona u stvarnom vremenu — sa sustavima kontrole kvalitete, upravljanjem zalihama i logistikom. Svakom se elementu dodjeljuje jedinstveni QR kod ili RFID oznaka na mjestu proizvodnje, povezujući njegov digitalni zapis s određenom šaržom betona, serijom užeta, položajima umetaka fiksiranim magnetom i rezultatima provjere dimenzija. Ovu sljedivost sve više zahtijevaju glavni izvođači i klijenti na složenim projektima gdje je potrebna strukturalna odgovornost tijekom projektiranog životnog vijeka zgrade od 50 do 100 godina.
Preciznost magnetskog pričvršćivanja oplate — u kombinaciji s provjerama kvalitete gotovog elementa prije otpreme laserskim skeniranjem — čini dio ovog digitalnog lanca kvalitete. Ploča koja je prošla sve dimenzionalne provjere, zapise o čvrstoći betona i vizualnu inspekciju šalje se s punim proizvodnim zapisom dostupnim putem QR skeniranja na licu mjesta, što omogućuje statičaru ili vlasniku zgrade da provjeri usklađenost bez oslanjanja isključivo na papirnate certifikate.








